MetLube® Metalworking Fluid

MetLube® Metalworking Fluid is next generation technology and was built to outperform other metalworking fluids across a wide range of applications - even cutting oils.
MetLube® Metalworking Fluid is a multi-machine, multi-application biodegradable metalworking fluid built on chemistry unlike any other found in the industry. In MetLube's oil-free technology, molecules work together to create benefits rather than fighting or replacing each other. This technology gives you all the features and benefits without any of the compromise.
• high lubricity
• low viscosity
• high heat dissipation
• no bacteria growth
• non-flammable
• fully rejects tramp oil
• no cleanup / residue on parts
• non-staining
• safe for workers
That means you will have high lubricity and high heat dissipation, which will give you longer tool life, faster cutting speeds and superior surface finish. Since MetLube® does not promote bacteria growth and fully rejects tramp oils, it does not require biocides, which means you will avoid foul odors, dermatitis issues and will get a longer system life.
Finally, MetLube® is waste-treatable and biodegradable which means you will be able to dispose of it easier than existing metalworking fluid technology.
Industries using this product:
Gun Care, Aviation, Construction & Restoration, Food Service, Automotive, Transportation, Manufacturing
Product Info:
FAQs:
Instructions
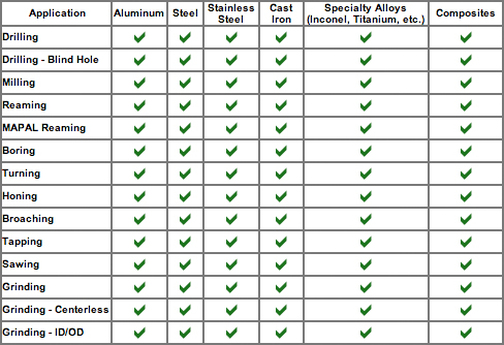
MetLube® Applications
MetLube® is a revolutionary, multi-machine, multi-application metalworking fluid built on chemistry unlike any other found in the industry. MetLube® has proven results in all the following machines and applications:
SDS
Find SDS's in the Document Library
Technical Info
Find MetLube's Technicical Data Sheet in the Document Library
MetLube's superior performance has been proven time and time again as working with a wide variety of applications and materials. Read some of our case studies demonstrating MetLube’s proven performance.
Case Studies Demonstrating MetLube’s Performance:
Case Study #44 - Increased Sump Life
Case Study #45 - Lower Scrap Rate
Case Study #51 - Increased Tool Life
Case Study #55 - Removed Rust
Case Study #57 - Lowered Scrap Rate And Improved Surface Finish
For more information on these highlighted case studies or additional case studies, Contact Us and include in your e-mail what type of applications and materials you are working with and any other additional needs you have. A MetLube® representative will contact you.
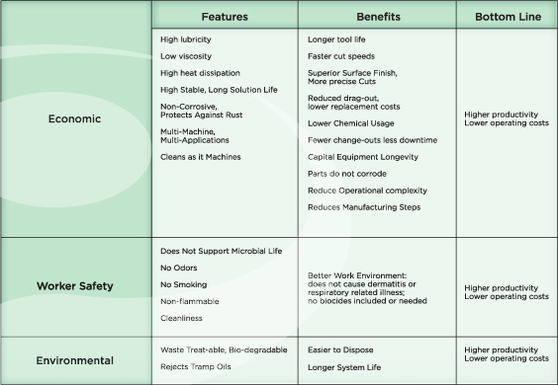
MetLube's unique Complex Synthetic technology offers substantial operation cost savings and superior performance while assuring environmental and worker safety. The combination of MetLube's features provides cost savings and benefits that all lead to higher productivity and lower operating costs - improving your bottom line.
Environmental
Pantheon Enterprises' technologies are bringing direct solutions to all aspects of business to solve complex problems and to help build a socially responsible business community. Our solutions significantly reduce the impact on the environment while providing better levels of effectiveness - shattering the myth that "safe" technologies are more expensive, less effective and harder to implement.
• Bio-stable
• Non-toxic
• Non-flammable
• Non-hazardous
• Biodegradable
• Phenol-free
• Phosphate-free
• Heavy-metal free
• Non-ozone depleting
• Fume and foul-odor free
MetLube Metalworking Fluid is a revolutionary, multi-machine, multi-application metalworking fluid that can effectively replace conventional cutting oils and other water-based coolants while eliminating the need for the use of hazardous chemicals, solvents and related processes. MetLube imparts lubrication, cooling, corrosion protection and cleaning properties while simultaneously rejecting most tramp oils, improving surface finishes, lengthening tool life,
and protecting the system from microbial life
(with proper maintenance).
MetLube can be classified as a Complex Synthetic™ because it is built on chemistry unlike any other found in the industry.
Many factors influence the performance characteristics and attributes of a metalworking fluid. These range from chemical, physical to mechanical properties of the fluid, and include considerations of thermodynamic and hydrodynamic properties in particular. The primary function of a metalworking fluid is to:
1. Cool and lubricate
2. Flush chips and metal fines away from the tool/
work piece interface
The combination of the collective properties of a metalworking fluid determines its effectiveness and superiority. Therefore, consideration of viscosity, lubricity, heat dissipation and other factors as stand alone properties cannot and should not be used to determine the superiority of one metalworking fluid over another.
MetLube outperforms cutting oil because its:
• Lubricity is very close to that of straight oil
• Viscosity (resistance to flow as a fluid) is less
than that of oil and/or water
• Surface tension (cohesive forces between liquid
molecules) has been modified to be much lower
than that of water and/or oil
• Capillary action (result of adhesion and surface
tension) is higher than that of water and/or oil
• Flushing action (removal of chips/swarf) far
exceeds that of oil
• Heat dissipation and cooling properties are far
better than oil
The viscous nature of oil causes chips/dwarf/fines to cling to the tool and work piece thereby increasing friction, temperature, wear and gouging effects. Higher viscosity liquids such as oil further aid in suspending dirt and grit within the bulk of the metalworking fluid. Often times, less than efficient filtration systems will not prevent these particles from abrading and prematurely wearing/destroying pumps, gears, spray nozzles, etc. Lower viscosity fluids allow dirt and grit to settle out of suspension more easily.
The action of reducing frictional forces through MetLube’s intrinsic lubricity and low viscosity, together with its superior thermodynamic properties are what allow MetLube to outperform oils.
MetLube has a very mild, clean scent, unlike other standard metalworking fluids. The strong rancid odors commonly associated with metalworking fluids over time typically stem from biological microorganisms (bacteria, fungi – mold & yeast) that find their way into fluids through a variety of ways. For example, there are bacteria in the water used for diluting and mixing. They thrive on wet parts, are found in the air, and can be introduced into a system via addition of food wastes, dirt, precipitate or condensation from fume/mist exhaust systems, from operator’s hands, perspiration, etc. Poor maintenance and poor cleaning practices can add huge numbers of microorganisms to a system. They live and thrive in the sludge that settles to the bottom of sumps and flumes.
The presence of these wastes, tramp oils, and metal fines can stimulate the growth of bacteria. Bacteria prefer water-miscible fluids because they need water to grow. Populations can double as frequently as every 30 minutes. Most bacteria that cause fluids to become rancid are aerobic, i.e. need oxygen for metabolism. In the absence of oxygen they will continue to survive but grow very slowly until oxygen is reintroduced. Anaerobic bacteria grow in oxygen-poor environments such as at the oil-water interface of tramp oil contaminated systems/sumps, in systems that stand idle for long periods of time without circulation, or puddles of coolant that lie dormant on flat surfaces. They produce hydrogen sulfide gas (rotten egg smell) as a by-product of their metabolism. Fungi are plant like and grow in layers on surfaces such as the inside of pipes. Fungi degrade fluids by depleting corrosion inhibitors. They cause musty or mildew-like odors and form slimy, rubber-like masses that may eventually plug fluid lines. If coolant systems have consistently low/no bacterial population, it may be possible for the system to grow and support a significant fungal population as bacteria generally out compete fungi for the same food sources in a system.
Although very rare, should a strong odor be detected in a MetLube system, check for the presence of microorganisms using bacteria/fungi combination dip slides. Check and adjust the solution concentration and pH if necessary. Check for and remove tramp oils if present. Bacteria thrive at the oil-water interface and multiply rapidly in those machines that leak lubricating and hydraulic oils. Therefore, steps must be taken to reduce or prevent such oil leakage. Free floating tramp oils should be skimmed regularly either manually or via an automatic skimmer apparatus. Emulsified, entrained, and mechanically mixed tramp oils should be removed by centrifugation or filtration. Oils that convert to soaps (saponified) indicate possible contamination of metalworking fluids and a change out of the fluid may be necessary.
No. MetLube does not require any special blend of reverse osmosis (RO) or deionized water (DI) for initial mixing. However, any water used from a municipal source should be of adequate quality.
Excessively hard water can and will:
• Increase maintenance costs of machinery
• Decrease process efficiency
• Deplete corrosion inhibitors and chelation
chemistries at an accelerated pace causing
increased corrosion potential on machine tools and
machined parts
• Leave residues on machine tools
• Increase the growth rate of bacteria and fungi
• Decrease the useful life of the system
• Decrease filter efficiency
• Decrease tool life
• Affect the quality of the end product, i.e.
surface finish.
Waters that contain more than 50 ppm chloride, more than 75 ppm sulfate, or 25 ppm nitrate are considered aggressive waters. They cause corrosion by breaking down the protective barriers on the surface of the metals. Combined with metals in solution such as copper or iron, they can form corrosive ferric or cupric chloride. If the water is hard (> 250 ppm Ca or Mg), the divalent ions react with wetting agents and emulsifiers to form compounds/soaps with limited solubility. These insoluble compounds deplete the rust inhibitors rapidly. This is also what appears as scum in the mix. This scum can coat the sides of the sump, clogs pipes and filters, and can cover the machine and parts with a sticky residue. Higher conductance promotes corrosion, mix instability, residue and other problems. Conductivities > 4 MilliSiemens/cm are considered high. High “M” alkalinity of the water (carbonate and bicarbonate ion content) can decrease chemical stability and create residues on parts and machines. All fresh water sources contain calcium and magnesium in varying quantities. These are cations with a 2+ charge. They form salts with anions which have a negative charge. The most important of these are bicarbonate (HCO3- ; carbonate CO32- ; and sulfate SO42-.
No, MetLube actually reduces the number of cleaning/degreasing steps required prior to (or for), plating, anodizing or other coating operations. MetLube is a lubricant that mixes well with water and easily rinses off leaving no chemical residue that will affect plating, anodizing, painting or adhesive bonding unlike many competing water-based metalworking fluids. In addition, MetLube’s cleaning action removes the protective oils applied on flat stock at the foundries.
Central system or individual sump life can be affected by many factors. Under recommended concentration ranges and adequate fluid and machine maintenance practices, MetLube customers report that sump life is extended by more than two times. Fewer change outs means reduced labor costs, less machine downtime with correspondingly increased productivity.
Tramp oils tend to fuse with soluble oils causing numerous problems including bacterial growth, canceling out corrosion inhibitors, reducing overall lubricity and incorrect refractometer readings. MetLube sheds and rejects most tramp oils and allows for easy skimming of the oils from the surface. This makes it much easier to maintain corrosion protection, consistent lubricity and accurate refractometer readings for the maximum extension of system life.
MetLube customers report that they experience up to double the tool life, significant improvement in quality of surface finishes, and significantly less build-up or packing on grinding wheels and other tool parts as compared with other metalworking fluids. Additionally, the incidence of built-up edge on cutting tools is also minimized which extends the life of the tool, reduces re-sharpening frequency of the tool, and improves the surface finish on the part. Important! Grinding wheels should be matched to the coolant to optimize both performance and wheel life.
Lubrication and cooling requirements vary according to the application, kind of part, type of metal, tool material and geometry, as well as the machining parameters. Coolant selection can affect cutting energy due to increased frictional forces which increase with depth of cut.
Consideration of the concentration to be used for making up the working solution is determined by a number of factors. For example:
• The particular metalworking application employed
• grinding, milling, cutting, broaching, etc.
• The material being machined
• tungsten, stainless steel, aluminum,
magnesium, etc.
• The material, type, and geometry of the
tool employed
• high speed steel, carbide, titanium nitride
• Reamers, grinding wheels, drills, etc.
• The type of system in which the fluid will be used,
i.e. individual sump or central system
• Please refer to Concentration Guide in the
MetLube Operator Guide when making up
individual sumps
• Make-up concentrations for central sump systems
will be determined and recommended following
an extensive audit of each system and careful
consideration of all machining operations
serviced by these systems.
Adjust concentration by using a refractometer to get the exact performance concentration.
Maintained within the correct concentration and pH range, MetLube will not cause or initiate rust or corrosion. Most metalworking fluids used in the industry today are mixed with water, whether they are soluble oil, semi-synthetics or synthetics. Only straight cutting oils (petroleum/mineral) are water-free. To prevent corrosion from occurring, a fluid must prevent metal, moisture, and oxygen from coming together. Most formulations contain corrosion/rust inhibition agents that produce invisible, non-porous films that can be classified as polar and passivating films. Polar films consist of organic compounds (such as fatty acids or amines) that form a protective coating on a metal’s surface, blocking chemical reactions. Passivating films are formed by inorganic compounds containing oxygen that react with the metal surface producing a coating that inhibits corrosion. MetLube contains two powerful corrosion inhibitors, one acting on immersed or flooded machine parts, the other a vapor-phase inhibitor which protects parts exposed to the atmosphere during the machining operation. Importantly, poor water quality can intensify rust and corrosion problems (see FAQ #4 above). Build-up of metal cuttings within the sump, low coolant concentration, and high concentrations of tramp oils can initiate biological (bacteria, mold, fungi, yeast) growth. Bacteria chemically alter coolants, destroying lubricant and corrosion inhibition compounds, while releasing corrosive acids (nitric) and salts into the fluid. This can lead to accelerated corrosion/rust initiation.
MetLube has passed the industry standard ASTM D4627 test (standard test method for iron chip corrosion for water dilutable metalworking fluids) above a 4.5% b.v. concentration. Customers using MetLube in their machines report that the MetLube actually cleans residue left behind from the previous fluid(s). It also removes any corrosion that may have been present in their machines and further prevents the formation of rust. Additionally, parts dipped in concentrated MetLube and dried can be stored indoors for extended periods of time without rust
or corrosion.
When using straight oils, the extreme temperatures generated at the tool/work interface vaporize and carbonize (burn) oil residues, causing the generation of smoke. MetLube contains no oils, rejects most tramp oils, has far more heat dissipation capacity/capability than oil and does not generate any smoke. Therefore, high velocity smoke-eaters are not required when using MetLube.
MetLube is non-toxic and non-hazardous. However, tramp oils (possibly containing bacteria) can become entrained or mechanically mixed (via pump suction, cascading and turbulence effects) within the metalworking fluid. Machining parameters such as spindle speeds, fluid pressure, etc. can cause the metalworking fluid to atomize or mist and the tramp oils can become contained within the mist. Should this occur, the use of mild exhaust (10 – 20 cfm) is recommended. Pantheon Chemical can provide more information regarding exhaust and mist control.
No. MetLube is a unique technology and does not require these types of extreme pressure additives to enhance its effectiveness.
MetLube is classified as a medium to high extreme pressure lubricant as determined in E.P.C. (extreme pressure coefficient) testing conducted by an independent laboratory. The adsorption of a synthetic extreme pressure additive (not sulfur, phosphorous or chlorine-based) on sliding metal surfaces results in very effective boundary lubrication; the effects of which are reduced friction and higher quality surface finishes. The addition of buffering agents, chelating agents, and corrosion inhibiting agents creates a stable operating condition over a wide range of parameters.
Copper, cobalt and carbide leaching is normally associated with corrosion from acidic products usually containing amino alcohols. Amines such as diethanolamine or triethanolamine used in metalworking fluid formulations also exhibit a propensity to leach copper from brass or copper alloys, and cobalt from carbide tools or during grinding of metals containing cobalt.
MetLube is a non-corrosive alkali solution with a pH of 9.8–10.8 in concentrate form and 9.0–10.0 in a mixed solution. Since it does not contain amino alcohols, diethanolamine, or triethanolamine, etc. there is no opportunity for metals to leach.
Yes, MetLube can be readily recycled using centrifuge and filtration techniques. Benefits of overall cleanliness, general maintenance, coolant management, and especially filtration can yield savings as high as 20% of the annual expenses. Centrifugation and good filtration will extend the life of the metalworking fluid due to the removal of entrained tramp oils and suspended solids such as metallic dust, shop dust, etc. Less downtime, improved yields, improved quality, improved tool life, etc. are just a few more benefits gained by incorporating the practices referenced above.
Customer experience has shown that frequent centrifugation is not usually required when good tramp oil skimming practices are employed. In individual sump life performance, MetLube has consistently outlasted competitors by a minimum of two to three times. Pasteurization and centrifugation are usually associated and practiced with soluble oil-based metalworking fluids. This is due to the tendency of these systems to become infected or contaminated with biological (bacteria/fungi) life forms.
MetLube rejects most tramp oils. Regular tramp oil skimming, both manually or via an automated skimming device, will remove this potential breeding site and prevent the need for pasteurization.
Diethylene glycol monobutyl ether, CAS #112-34-5, (DGBE) is a biodegradable, non-toxic chemical that is used in many common consumer products such as hair care, deodorant and household cleaners.
Unfortunately, it is listed as a reportable chemical under SARA Title III Section 313 because it is classified with all “glycol ethers” which are typically hazardous. There are over 1,400 published studies documenting the safety of DGBE. Many companies in different industries (including Pantheon Chemical) are diligently working with the EPA to have DGBE de-listed as a reportable chemical.
No, within the recommended concentration range, MetLube does not usually cause or induce dermatitis related health problems. On the contrary, field/customer experience has actually shown that switching to MetLube helps to clear dermatitis problems. Bacterial infection of a system may expose workers to pathogens and contribute to respiratory irritation and skin irritation, like dermatitis.
The chemistry of MetLube is non-toxic, non-hazardous and biodegradable. However, MetLube can de-fat skin upon prolonged exposures. Therefore, barrier creams or gloves are recommended for applications where contact with fluid is constant.
The concentration of an aqueous metalworking fluid can be measured several ways:
Refractometer—a small hand held device used to measure the refractive index of the water-based metalworking fluid using a Brix scale of 0 to 10. It is perhaps the easiest and quickest way to measure metalworking fluid concentration as it can be used at the machine tool. The reading obtained from the refractometer is compared to a concentration calibration chart or multiplied by a factor to obtain the concentration of the sample. Refractometer readings, multipliers and concentration levels vary between metalworking fluids. Make sure the individual performing the test is well aware of any changes so they can calculate concentrations correctly. Refractometer readings can be affected by a variety of factors. As the fluid ages or becomes contaminated with tramp oil, dirt, etc., refractometer reading accuracy may decrease and only be approximated.
Alternately, chemical analysis, usually in the form of an acid-base titration for alkalinity, can be used to determine the concentration. This method surmises that all components of a fluid are consumed at equal rates. Due to oxidation of species by chemical or mechanical means, by-product build-up from contamination, etc. this method is not totally accurate either. In combination with refractometery, titration and pH measurements, a relatively accurate assessment of the fluid can be made in the field. It is advisable to send a sample back to the Pantheon Chemical Laboratory for more detailed analysis (this can be arranged by your MetLube representative).
Although MetLube does contain some amine, laboratory and field results indicate no potential for ammonia release. The amine species that are present are not the type that will initiate and/or accelerate bacteria metabolization.
MetLube freezes at temperatures below 21° F
(-6° C), and displays “clouding” at temperatures of approximately 46° F (8° C). MetLube’s cleaning ability as it machines is due to a surfactant blend in the formula. Every surfactant has a specific cloud point, which is the temperature above or below which it is insoluble in water. The “clouding” process is reversible. If the solution is subsequently warmed, the two phases recombine to form a clear, single-phase solution.
Importantly, neither freezing / thawing nor
“clouding” have any impact whatsoever on MetLube product performance.
MetLube produces non-persistent, non-sustainable, macrocellular foam that rapidly collapses. Foam generation in metalworking fluids is not solely caused by the intrinsic chemistries of the fluid. Other factors can play a major role in exacerbating the problem. Concentration, pH, and temperature of the working solution, water hardness, total dissolved and suspended solids, mechanical influences such as high pump and nozzle pressures, high pump shear rates, constrictions or sharp angles in flumes, and fluid cascading effects can and will aid and support foam formation. In many cases, gross contamination of the metalworking fluid through additives used in tramp oils, inadvertent cross-contamination with floor cleaners, immersion cleaners for parts, other metalworking fluids, food and trash may be the cause for the foaming problem. The lack of proper or adequate maintenance cleaning practices, the lack of appreciation and understanding for the metalworking fluid as a “tool”, and the lack of a preventative machine and fluid maintenance programs are further factors that must be put into the equation when considering the cause for and generation of foams in metalworking.
Foam Control:
Why is foam undesirable for metalworking applications? Undesirability obviously pertains to the generation of excessive, stable and obstinate foams where production, quality and safety issues may be negatively impacted. Prevention, control and eradication of foam(s) are therefore critical facets to understand for the successful implementation and application of metalworking fluids.
Foam can be broken by the actions of chemical foam control agents. Choosing the proper chemical foam control agent is as important as matching the product to the application. There are many different types of chemical control agents and it is very important to understand that choice of, or recommendation for use of a particular type of foam control agent is based on numerous factors.
Efficacy of the foam control agent is determined empirically in a laboratory, followed by field-testing or evaluation. Conditions of operation, type of equipment, water hardness, types of contaminants, etc. differ from site to site and dose rates may therefore be different.
If persistent, excessive foaming is experienced, a small amount of MetLube D-Foamer should be added to the sump (see Determination of Foam Height method in Operating Guide). Check all mechanical and chemical operating parameters for compliance.
MetLube is readily waste treatable. Please refer to the May 6, 2005 Technical Bulletin titled “MetLube and Waste Treatment” for additional information.